���e��
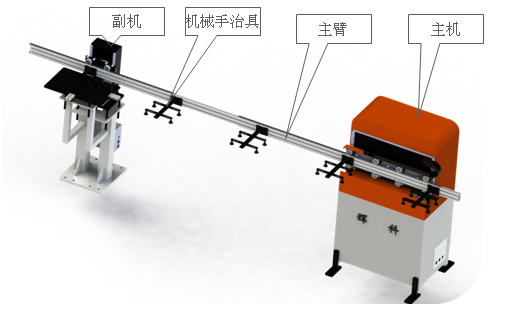
���S�B�Uʽ�ΙC(j��)�λ�Ԅ�(d��ng)�_���C(j��)е��
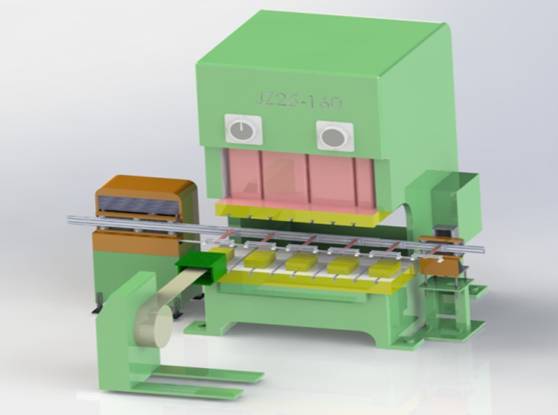
1���O(sh��)Ӌ(j��)ʾ��D��
2���Ԅ�(d��ng)���ϡ�ƽ����Ϳ�ͣ�
1�����þ��ϣ��������ϙC(j��)�Ԅ�(d��ng)���ϣ��_���Ԅ�(d��ng)�_������Ƭ������ɚ�����붨λ�_(t��i)��
2���ھ��ϙC(j��)�c�_��֮�g����ƽ���C(j��)����(du��)�����M(j��n)��ƽ����
3) �����D(zhu��n)��λ�_(t��i)�O(sh��)�Ç��͙C(j��)��(g��u)��L�͙C(j��)��(g��u)���M(j��n)��Ϳ��
3���C(j��)е�֙C(j��)��(g��u)��
1���_���C(j��)е�ֲ��Ã��S�B�U�C(j��)��(g��u)�����ŷ�ϵ�y(t��ng)�(q��)��(d��ng)�����X݆�X�l�c���Ԍ�(d��o)܉����(d��ng)��
2���_���C(j��)е�������C(j��)�c�o�C(j��)�M�ɣ����C(j��)�c�o�C(j��)�քe���b�ڛ_���ɂ�(c��)��
3���ڛ_���C(j��)е�����ϰ��b��늂��м��g(sh��)�����Ѳ����ˆT�����ϲ�����ȫ���Ԅ�(d��ng)��ʾ������a��������ȱ�Ͼ�ʾ��b���C(j��)е��©ȡ�Ͼ�ʾ��c���C(j��)е�֮�����ʾ�ȡ�
4���Ԅ�(d��ng)���a(ch��n)���̣�
A.���þ������ϙC(j��)�Ԅ�(d��ng)���ϣ��_���Ԅ�(d��ng)�_������Ƭ������ɚ���������D(zhu��n)��λ�_(t��i)���U���ڛ_����һ��(c��)���£�
B.�����Ԅ�(d��ng)��λ�����͙C(j��)��(g��u)�Ԅ�(d��ng)����χ������ͻ����ɝL�͙C(j��)��(g��u)�ڲ��ϱ���L�ͣ�
C.���S�B�U�C(j��)е��1#���P�����D(zhu��n)�_(t��i)�ϵIJ������͵���һ��ģ�߃�(n��i)���_���Ԅ�(d��ng)�_����
D.���S�B�U�C(j��)е��2#���P����һ��ģ���ϵĮa(ch��n)Ʒ���͵��ڶ���ģ�߃�(n��i)���_���Ԅ�(d��ng)�_����
E.����S�B�U�C(j��)е�����һ�����P�����ģ�߃�(n��i)�Įa(ch��n)Ʒȡ�������͵��C(j��)����߅�����Ͽ��(n��i)��
F.����B�m(x��)���Ԅ�(d��ng)���a(ch��n)��
5�����a(ch��n)Ч�ʣ�
ÿ���12-15��(g��)��
6�����g(sh��)����(sh��)
|
1 |
�(xi��ng) Ŀ |
���S�B�U�_���C(j��)� |
|
2 |
�� �� |
X*Z=800*100mm |
|
3 |
�C(j��)е�֙C(j��)��(g��u) |
���S�B�U�C(j��)��(g��u) |
|
4 |
�(q��)��(d��ng)늙C(j��) |
�ŷ�늙C(j��) |
|
5 |
�؏�(f��)���� |
��0.20���� |
|
6 |
���Ϸ�ʽ |
�p��λ�Ԅ�(d��ng)�����C(j��) |
|
7 |
��λ��ʽ |
���(d��ng) |
|
8 |
ȡ�Ϸ�ʽ |
�����ȡ/늴���ȡ |
|
9 |
���̽��� |
�����|���� |
|
10 |
�� �� �� |
PLC |
|
11 |
� Դ |
220VAC��50HZ��4.50KW |
|
12 |
�� �� |
5.0~7.0Kg/CM2 |
|
13 |
���b��ʽ |
�C(j��)��(g��u)��(d��)�����b��늚��c�C(j��)��(li��n)�C(j��) |
|
��̖(h��o) |
�������Q |
Ҏ(gu��)���cƷ�� |
|
1 |
�ŷ�늙C(j��) |
�_(t��i)���_(t��i)�_(d��) |
|
2 |
�X݆�X�l |
�_(t��i)���hï |
|
3 |
���Ԍ�(d��o)܉ |
�_(t��i)�����y |
|
4 |
ͬ����݆ |
�ձ����� |
|
5 |
�p�ٙC(j��) |
�еº��Y�~�� |
|
6 |
�S �� |
�ձ�NSK |
|
7 |
PLC |
�ձ����� |
|
8 |
���(d��ng)���� |
�_(t��i)�����¿� |
|
9 |
������ |
�ձ��Wķ�� |
7���͑�������(xi��ng)��
1��ģ���_(k��i)ģ������ģ�ߵ��g�����90mm(���a(ch��n)Ʒ�߶���)������C(j��)е����ȡ�a(ch��n)Ʒ;
2��ģ�ߺ��浽?j��ng)_�����ڵľ��x����120mm�����㰲�b�C(j��)е�����ֱۣ�
3��ģ�ߛ_���a(ch��n)Ʒ��Ҫ������ģ�����ܱ���ģ������(l��i)��Ҳ���ܿ�����ģ��
4��ģ�ߵČ�(d��o)�����b��ģ��ǰ�棻
5������o�C(j��)е�����P�������İ�ȫ���x�����ģ���֮�g���g϶��Ҫ���ڮa(ch��n)Ʒ�Č���
6���ṩ�C(j��)����ģ�ߡ��a(ch��n)Ʒ�Y�ϣ�
7�����Ō�����ϰ��b���{(di��o)ԇ�����W(xu��)��(x��)�C(j��)���˲����c�S�o(h��)��
|